大规格摆线齿锥齿轮硬齿面刮削加工技术及加工装备
来源:长沙津一凯帅 发布时间:2017-08-15 09:52:00
大规格摆线齿锥齿轮是实现相交轴或交错轴传动的关键零件,具有承载能力强、传动平稳、接触区容易调整等优点,广泛应用在矿山、冶金、船舶、军工、建材等行业的机械传动装置中。
大规格摆线齿锥齿轮的轮齿齿线为延伸外摆线,采用等高齿齿制,采用连续分度法加工。由于齿线为延伸外摆线,齿轮热处理后无法采用磨齿进行精加工。为了提高齿轮的制造精度,齿轮热处理后一般采用负前角的硬质合金刀齿通过刮削进行硬齿面精加工。与圆弧齿锥齿轮热后磨齿精加工相比,摆线齿锥齿轮硬齿面刮削加工不但可以消除热处理变形,提高齿面的光洁度,而且可以在齿面表层形成压应力,提高齿轮的承载能力。
大规格摆线齿锥齿轮的切齿加工装备和加工技术被德国克林根贝尔格公司(Klingelnberg GmbH)所垄断,目前我国各行业所需的摆线齿锥齿轮加工机床完全依赖进口,价格非常昂贵,最大加工直径为1150mm的C100U型数控铣齿机,机床主机报价1800多万元人民币。
长沙哈量凯帅精密机械有限公司与中南林业科技大学通过产学研合作,提出了在国产数控螺旋锥齿轮铣齿机上,利用整体式刀盘加工大规格摆线齿锥齿轮的新方法,并已获得国家发明专利(专利号CN201110084278.8)。基于该方法和国产数控铣齿机,采用安装高速钢刀齿的整体式软切刀盘,可实现摆线齿锥齿轮的软齿面切削;采用安装硬质合金刀齿的整体式硬刮刀盘,可实现摆线齿锥齿轮的热后硬齿面刮削精加工。
采用整体式刀盘加工大规格摆线齿锥齿轮时,大轮采用双面法加工,其切齿加工调整参数按照齿面中点的设计螺旋角以及给定的刀盘半径进行计算;而小轮采用单面法进行加工,根据齿轮副正确啮合的条件,小轮凸面、凹面的机床调整参数分别按照相配大轮凹面和凸面实际螺旋角以及给定的刀盘半径进行计算,并运用计算机仿真技术,通过齿面接触分析方法对计算得到的机床调整参数进行验证,保证切齿机床调整参数计算结果的正确性。通过产学研合作,自主开发了摆线齿锥齿轮数字化闭环制造软件系统,其功能模块包括齿轮基本几何参数计算、齿轮强度校核、软切加工机床调整参数和刀具参数计算、硬刮加工机床调整参数和刀具参数计算、齿面接触分析、理论齿面坐标及法矢参数计算、齿形误差修正等。
基于具有自主知识产权的专利技术,长沙哈量凯帅精密机械有限公司研制了最大加工直径为1250mm且可实现摆线齿锥齿轮软齿面切削和硬齿面刮削的数控铣齿机,设计制造了名义半径为170mm的整体式软切刀盘体和高速钢刀齿以及整体式硬刮刀盘体和硬质合金刀齿,并通过实际的切齿加工实验,验证了大规格摆线齿锥齿轮切齿加工新方法的正确性。具体实验情况如下图所示。
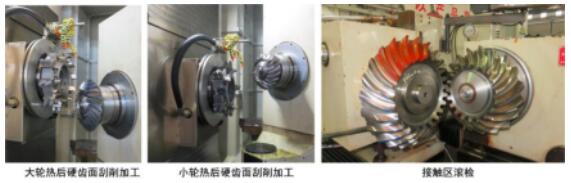
为了进一步完善基于国产数控铣齿机的大规格摆线齿锥齿轮设计加工技术和加工装备,公司正在设计制造与机床配套的其它规格的软切刀盘和刀齿、硬刮刀盘和刀齿,以使该项技术和装备满足工程实际需求,尽早推向市场,填补国内空白,打破国外企业的垄断地位。




